Kongsberg C-series CNC cutting machine
Kongsberg C-series CNC cutting machine focuses on safety regulations, system composition, basic operation, task preparation, advanced technology, system calibration, tool configuration, full range of tools, maintenance, fuse replacement, automated feeding/receiving, bottom camera, vacuum system, fully developed, with clear operator qualifications, safety protection, DynaGuard safety system, emergency stop logic, covering cutting, indentation, milling, V-groove, oblique cutting, braille, vibrating knife and other processes. It supports automatic selection of i-BF feeding machine, i-MS receiving machine, electric coiling machine, coiling machine, bottom camera USC, etc. It provides daily/weekly/monthly maintenance cycle, all fuse specifications, fault troubleshooting, ensuring safe operation of equipment, production and processing. The core operational basis for maintenance and repair.
Safety regulations (core mandatory)
1. Responsibility allocation
Manufacturer: Compliant with safety standards
Owners: Only authorized training personnel are allowed to operate and maintain on schedule
Operator: Only operate according to the manual when the equipment is in good condition
2. Key warnings
High pressure: MPU, vacuum pump, and chiller must be powered off and covered
Laser: Class II, no direct viewing allowed
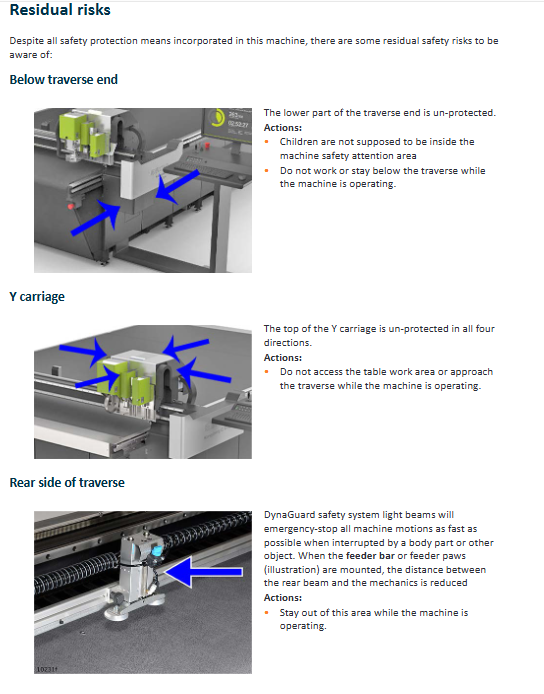
Moving parts: crossbeam, cutting head, milling cutter, do not insert into them
Sharp tool: The blade/milling cutter is extremely sharp, and replacement requires power off
Noise: Milling/vibration knives require ear protection
Milling: The spindle must come to a complete stop (red light off) before contact can be made
3. Safety devices
Device function
Emergency stop button cuts off servo power and rotates to reset
DynaGuard light curtain+collision avoidance, trigger and stop immediately
Yellow black warning zone dangerous area boundary
Y-axis warning light constantly on=ready; Flashing=safety trigger
Milling warning light always on=running; Flashing=Start stop in progress
4. Protection requirements
Dress code: Tight fitting clothing, jewelry removed, long hair tied up
Protective gear: Milling must be eye protection, and ear protection is necessary for long-term operation
Prohibition: bypass safety devices, remove protective covers
System composition
1. Host structure
Console, control panel, crossbeam (X1/X2), Y-axis, blade (P1/P2)
Vacuum table, measuring station, laser pointer, compressed air system (7 bar)
2. Control unit
Front end PC, iPC console, manual joystick, foot switch
Keys: servo power on, start, pause, vacuum, blowback, zero return
3. Automated peripherals (optional)
I-BF Board Feeder: Automatic Board Loading
I-MS Material Stacker: Automatic Plate Stacker
MRF electric coiling machine: continuous feeding of coils
TakeUp Unit: Roll taking machine
USC Bottom Camera: Bottom Registration Code Alignment
Basic operation process
Power on: PC power on → Host power on → iPC startup → Servo power on/safety reset → Reset to zero
Task Preparation: New Task → Layer Settings → Production Parameters → Speed/Texture → Vacuum Zoning
Execution: Loading → Vacuum Adsorption → Start Running
Shutdown: Exit iPC → Power off the host → Power off the PC
Tasks and Advanced Craftsmanship
1. Basic process
Corrugated production, milling production, drawing
Milling must use high-quality mode
2. Advanced craftsmanship
Key points of process
Vacuum optimization closes irrelevant areas and covers empty countertops
Thick material cutting (45-50mm), close thickness measurement, close top reference
Hardboard processing milling → vibration knife → milling three-step process
Multi pass layered cutting/indentation/milling with multiple passes
Reverse processing: ruler/camera flip processing, camera reads registration code
Multi regional production MZP with multiple workstations in parallel to improve efficiency
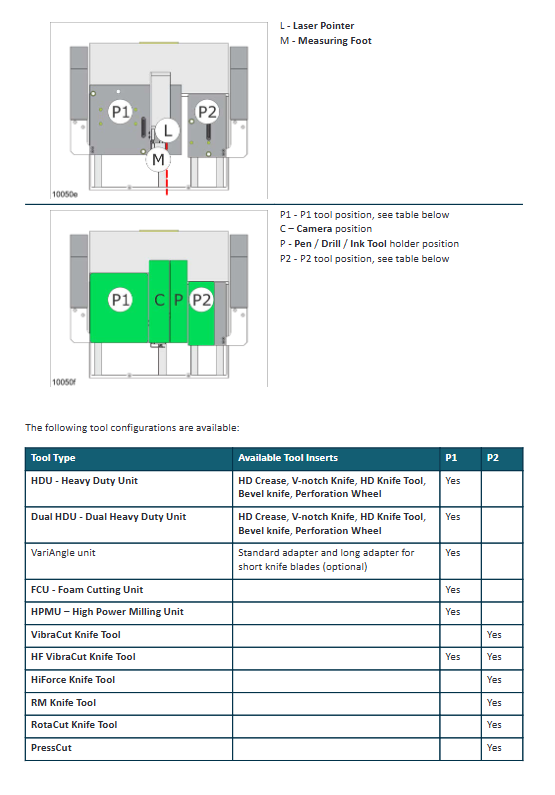
Tool system (core)
1. Main tool unit
Key parameters for unit usage
HDU heavy-duty unit indentation, V-groove, heavy-duty knife downforce 50kg
Dual HDU dual station dual tool parallel support for indentation and punching
VariAngle variable angle unit * * 0-60 ° * * Any V-groove step distance of 0.5 °
HPMU high-power milling 3kW, 60000 rpm, water-cooled chuck 3/6/8mm
HF VibraCut high-frequency vibration, thick corrugated 12000RPM
2. Specialized cutting tools
Braille knife: convex point production, combined with milling and punching holes
PressCut: Vinyl cutting, pressure 40-700g
RotaCut: Thin material cutting, ≤ 2mm
CorruSpeed: specifically designed for corrugated, high speed and low tear
Foam knife FCU: soft foam, closed thickness detection
3. Tool calibration (mandatory)
Height calibration: automatic measurement, offset can be added
Rotation calibration: tangent to the direction of motion
Center offset: Path centered
Lag lag: circular blade compensation, 0-19mm
Angle calibration: VariAngle automatic calibration
System calibration (service level)
Register table size, X1/X2 angle, measuring station, ruler position
Main origin, table mapping, vacuum configuration, milling unit, conveyor belt
Table reference: Execute after each tool change/adjustment
Maintenance and upkeep
1. Periodic table
Cycle content
Daily cleaning of countertops, vacuuming, and inspection of air filtration
Weekly cleaning of guide rails, oiling, photoelectric cleaning, and drainage
Monthly gear lubrication, rack lubrication, and vacuum hole dredging
2. Peripheral maintenance
I-BF/i-MS: Suction cup cleaning, lubrication, filter drainage
USC camera: lens cleaning, black tape inspection
Roll material/rewinder: roller, emergency stop, tension check
Fuse replacement (key specifications)
Part specifications
MPU main power supply T6.25A/T8A/T15A (6.3 × 32mm)
X/Y-axis driver T10A (5 × 20mm)
Tool fuse Nano type T0.5A-T4A
Chiller 230V: T1A; 115V:T2A
Core of automation unit
1. i-BF feeding machine
Maximum plate thickness: 50mm, speed: 2 sheets per minute
Suction cup, gantry, safety anti-collision, automatic pile searching
Safety: Emergency stop, bumper, no entry allowed
2. i-MS material receiving machine
Ethernet linkage with cutting machine
Suction cup plenums grab the entire board and stack waste materials
3. MRF electric coiling machine
Autogrip axis, edge correction, dancer tension control
Support ultra long format segmented processing
4. USC Bottom Camera
Read the registration code/barcode on the bottom
Automatic alignment, improved accuracy, used in conjunction with the feeding machine
Key issues
Question 1: What are the core safety rules and operating taboos for HPMU high-power milling units?
answer:
Must protect eyes and ears, with dedicated personnel on duty, and prohibit unmanned operation
The spindle must come to a complete stop (the red light must be completely extinguished) before coming into contact with the tool
The vacuum cleaner should not be overfilled, otherwise there is a risk of fire
No empty chuck operation is allowed, fake knives must be installed
It is strictly prohibited to start milling when installing the winding machine
The extension length of the cutting tool should be as short as possible, and the clamping capacity should be ≥ 20mm**
Question 2: What are the core capabilities, scope of application, and key machining parameters of VariAngle variable angle cutters?
answer:
Core ability: 0 °~60 ° continuously adjustable, step distance 0.5 °
Suitable materials: maximum thickness for 0 ° straight cut 30mm, 45 ° cut 20mm, 60 ° cut 16mm
Key parameters: standard adapter lag of 19mm, long adapter 9.7mm
Processing modes: V-notch Cut single cutting, Crease double folding, Waste Cut waste cutting
Folding angle formula: Folding angle=180 ° − 2 × Tangent angle
Question 3: What are the common reasons and troubleshooting steps for the i-BF automatic feeding machine failing to pick the board?
answer:
Insufficient vacuum: Check pressure * * ≥ 50PSI (3.45bar) * *, suction cup damaged/leaking
Insufficient pick-up travel: Add Pick Sheet Additional Travel (0-50mm)
Too short build time: Extend Delay to Build Vacuum
Low vacuum threshold: Increase the Low Vacuum Set Point by approximately 20mmHg
Fault in plunger sensor: Check if the sensor and suction cup float smoothly