YASKAWA DX200 Robot Function Pack Manual
YASKAWA DX200 Robot Controller 2018 Edition Function Package and Single Function Manual, covering standard/extended/arc welding/spot welding/spraying/palletizing/vision/safety and other full scene functions, providing core capabilities such as multi task independent control, coordinated motion, Ethernet high-speed communication, automatic backup, AI automatic tuning, etc. It supports 8 robots to collaborate and 16 tasks to run in parallel, and is equipped with dedicated software packages such as MotoLogix, PalletSolver, MotoFit, etc., to meet the needs of the entire automotive, welding, handling, assembly, and spraying industries. All functions are labeled with SAP numbers and permission dependencies.
System Architecture and Capability
control ability
Supports up to 8 robots and multiple external axes/stations
Independent tasks: up to 16 tasks in parallel (optional extension)
Coordinated motion: dual machine/triple machine/quad machine synchronous control
Communication interface (standard)
Ethernet 10/100Mbps、RS-232
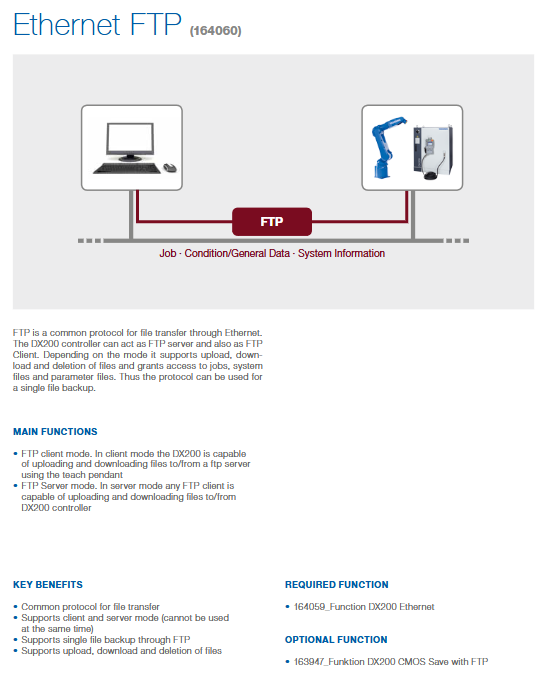
Protocol: FTP, HTTP, High Speed Ethernet Server
Upper computer: MotoLogix, MotoCom SDK
Function package classification (core)
1. Standard Setting Package
SAP Number Function Name Core Function
163897 Relative Job: offset from the program coordinate system and translation of the entire program
163902 independent control (multitasking) with up to 8/16 parallel tasks
163926 Macro Instruction Custom Instruction, Parameter Passing
163928 automatic backup CF card/RAM cyclic backup
164062 high-speed Ethernet server, high-speed PC/PLC communication
2. Arc Welding Special Package (ARC Weld)
Level SAP coverage function
Basic 163970 Search, Point Correction, Swing
Advanced 163971 Comarc、 Multi layer welding
Expert 163973 Full featured Arc Tracking, Adaptive
3. Spot welding special package
Automatic switching of welding gun (175076)
Multi stage pressure control (175078)
Spot welding quality monitoring (175079)
4. Application specific package
MotoLogix (176052): PLC directly controls robots
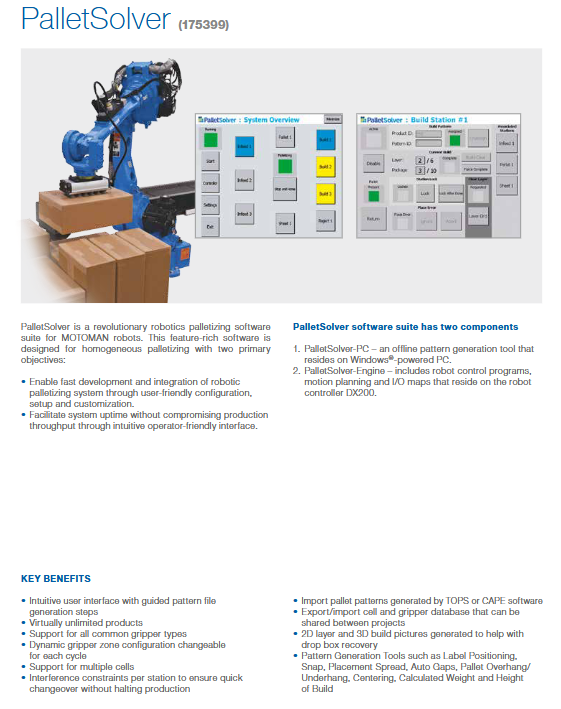
PalletSolver (175399): Automatic palletizing planning
MotoFit (175396): 6-axis force controlled precision assembly
MotoYeLT: Laser Weld Seam Tracking
5. Security feature package
STO (171987): Safety torque off, PLd
Cube interference inspection (163945)
Multi robot arm interference inspection (163951)
Core advanced features
Motion Control
Link/Near Servo Float: Force controlled floating, bonding processing
Conveyor belt synchronization: single/multi machine tracking of workpieces
T-axis infinite rotation: breaking through the ± 360 ° limit
Programming and Debugging
Structured Language: IF/SWIFT/FOR/SHILE
Running editing program (163938)
Teaching pendant oscilloscope (163952)
Data and Diagnosis
Alarm details display (163944)
Operation log (163937): 200 records
FTP remote backup (163947)
Key specification numbers
Project values
8 maximum controlled robots
Maximum of 16 parallel tasks
Ethernet speed 10/100Mbps
200 log records
Interference inspection area with 8 cubes
Safety level PLd/Cat. 3
Macro name length 16 characters
Key issues
Question 1: What is the difference between independent control (multitasking) and coordinated motion of DX200? What scenarios are they used for?
answer:
Independent control: Multiple robots/stations execute different programs without interfering with each other, suitable for “one welding, one moving” dual machine operation.
Coordinated motion: Multi machine/station synchronous interpolation motion, path linkage, suitable for fixture free welding and dual machine lifting of workpieces.
Question 2: What is the core value of MotoLogix functionality? What are the advantages compared to traditional robot programming?
answer:
MotoLogix allows PLC to directly control robots, while motion planning is still completed by DX200.
Advantage:
Equipment manufacturers do not need to learn robot language
The entire line logic is unified in the PLC
Virtual debugging, HMI direct control of robots
Question 3: What on-site problems does the * * Relative Job * * function of DX200 solve?
answer:
Convert pulse type programs into coordinate system programs, support batch offset of the entire program, solve the problems of tooling displacement, production line changeover, and multi station program reuse, without the need to re teach all point positions.