ABB Millmate Rolling Mill Force Measurement System
System Overview
The Millmate roll force system is a high-precision roll force measurement solution designed by ABB specifically for rolling mills, used for roll gap setting, load distribution monitoring, and bearing and roll eccentricity monitoring.
Core principle: Presductor ® Magnetoelastic effect (patented in 1954)
System composition: Millmate Controller 400+force sensor+matching unit
Applicable equipment: tropical rolling mill, cold rolling mill, pipe rolling mill, vertical rolling mill
Measurement principle (Presductor) ®)
The sensor is equipped with primary and secondary coils that form a 90 ° angle with each other, and there is no magnetic coupling when there is no load
After being subjected to force, the magnetic permeability of the steel changes, the magnetic flux becomes unbalanced, and the secondary induction is proportional to the voltage of the force
Advantage:
Stable output without pre tightening
Extremely strong overload capacity: 300% rated load without permanent deformation, 700% without damage
A single sensor contains 1500~2000 measuring units, which remain accurate even under uneven force
Output 500mV high signal with excellent signal-to-noise ratio
Force sensors (four types)
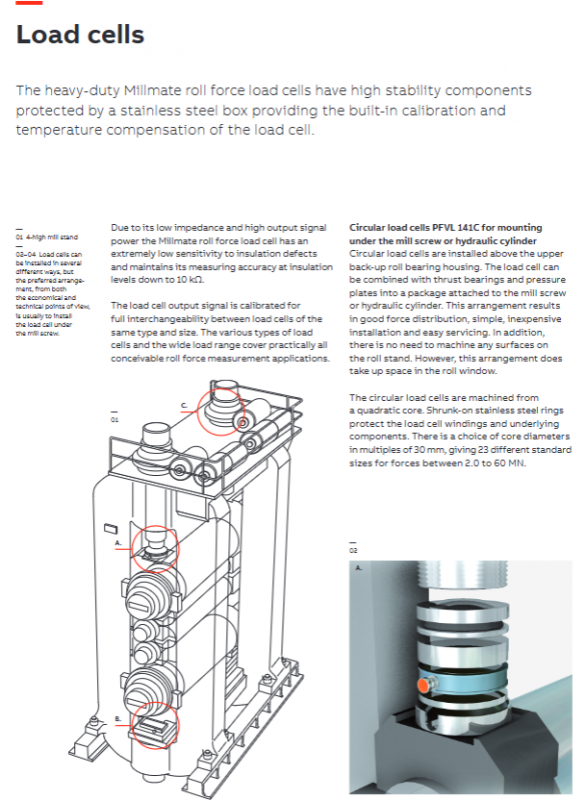
1. Circular PFVL141C
Range: 1.6~60MN
Installation: Under the screw/hydraulic cylinder of the rolling mill
Structure: Square iron core+hot sleeve stainless steel ring
Features: Uniform force distribution, simple installation and maintenance, no need for machine frame processing
2. Rectangular PFVL141V
Range: 0.63~60MN
Installation: Below the bearing seat of the lower support roller
Features: No operation required when changing rollers, customizable size (30mm module)
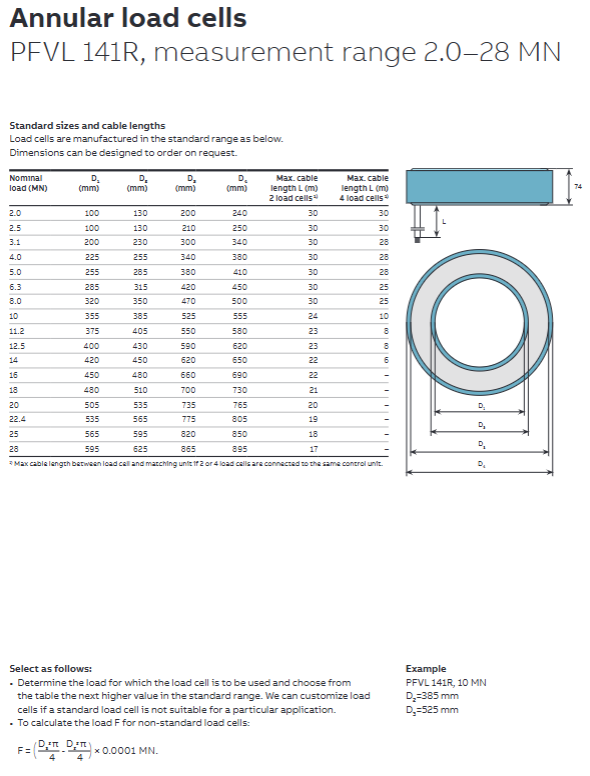
3. Circular PFVL141R
Range: 2.0~28MN
Installation: Press down the nut between the nut and the frame
Features: Small space occupation, good protection, suitable for compact racks
4. Small circular QGR104/102
Range: 0.1~2.5MN
Applicable: Small tube rolling mill, small vertical rolling mill
Key Performance Indicators
Parameter PFVL series QGPR series
Accuracy level ± 0.5% F.S. ± 1.0% F.S
Linear error ≤± 0.5% ≤± 1.0%
Lag error ≤ 0.2% ≤ 0.2%
Repeatability ≤± 0.1% ≤± 0.05%
Rated compression capacity 0.05mm 0.05mm
Working temperature -10~+90 ℃ -10~+80 ℃
Zero temperature drift ≤± 0.01%/℃ ≤± 0.005%/℃
Control System (Millmate Controller 400)
1. Model classification
PFVA 401: Compatible with PFVL sensors, 2/4-point configuration
PFXA 401: Compatible with QGPR sensors, 2/4-point configuration
Suffix F: with Profibus DP interface
2. Electrical specifications
Power supply: 85~264V AC, 47~63Hz
Analog quantity: 4 inputs/4 outputs (0~± 10V/4~20mA)
Digital quantity: 8 inputs/8 outputs (24V)
Communication: Ethernet (VIP), RS232, Profibus DP (optional)
Response: 1ms (PFVL), 5ms (QGPR)
Protection: IP20
3. Core functions
Preset measurement mode and sensor parameter table
Filtering time: adjustable from 1 to 2000ms
Multi unit switching: N, kN, MN, kp, t, lb, ton
Self diagnosis, sensor testing, simulation mode
Analog/digital/network synchronous output
Installation and Accessories
Matching unit: Each sensor is equipped with one unit, with a maximum distance of 25m from the sensor
Operating unit OP410: Panel installation, IP65, Used for local monitoring and debugging
Installation cabinet: wall mounted, floor standing MNS cabinet, dustproof and waterproof
Installation principle:
All measured forces must flow through the sensor
Install as close to the roller gap as possible
Avoid bending moment, lateral force, and torsion
Typical applications
Hot rolling mill: balanced load monitoring on operator side and drive side
Cold rolling mill: high-precision roll gap control
Pipe rolling mill/small rolling mill: small range precision measurement
All models: overload protection, roller eccentricity monitoring, bearing status monitoring
Key questions and answers
Question 1: What is the principle of Presductor magnetoelastic measurement for Millmate sensors? What are the core advantages compared to traditional force measurement?
Answer: Principle: There are two sets of 90 ° vertical coils inside the sensor, and there is no magnetic coupling when there is no load; After being subjected to force, the magnetic permeability of the steel changes, the magnetic flux is asymmetric, and the secondary coil generates a voltage proportional to the force. Advantages: No mechanical wear, extremely strong overload (300%/700%), multi measurement unit averaging, high output of 500mV anti-interference, extremely suitable for harsh rolling mill environments.
Question 2: What are the differences in installation position and applicable scenarios among circular, rectangular, and circular sensors?
answer:
Circular: Installed under the screw, it is the most versatile, cost-effective, and suitable for most rolling mills.
Rectangular: Installed under the bearing seat of the lower support roller, it does not affect the replacement of rollers and is suitable for space limited frames.
Circular: Installed between the compression nut and the frame, it provides the best protection and is suitable for ultra compact structures.
Question 3: What communication interfaces does Millmate Controller 400 support? What are the performance differences between Profibus and Ethernet?
Answer: Supports Ethernet (VIP), RS232, and Profibus DP (optional).
Ethernet: 10Mbit/s, 10 messages/second, automatic retransmission.
Profibus: up to 12Mbit/s, refreshing complete measurement data every 0.3ms, high-speed real-time control.