Metso DNA Device Status Monitoring System
System Overview
Metso DNA Machine Monitoring is an online mechanical condition monitoring system developed by Metso Automation specifically for the mining, construction, and mineral processing industries. Its core uses vibration measurement combined with equipment operating parameters to achieve real-time analysis of key equipment mechanical status and performance. It also provides equipment protection and predictive maintenance tools, supports 24-hour uninterrupted monitoring, quickly responds to equipment failures, ensures factory availability, protects assets, optimizes maintenance plans, and improves operational safety.
System deployment mode
The system supports two deployment methods and can flexibly adapt to on-site requirements:
Integration mode: As a complete integrated application of Metso DNA automation platform, it shares workstations, historical databases, networks, and engineering tools
Independent mode: As a dedicated state monitoring system, it operates independently without relying on the main automation platform
Core monitoring functions and fault identification
The system collects data through fixed installed sensors, automatically alarms when the threshold is exceeded, and can identify the following mechanical faults:
Bearing wear and instability, thrust bearing wear, shaft defects
Lubrication issues, imbalance, misalignment, looseness
Gear meshing faults, resonance, and impact
Core hardware components and key parameters
(1) ACN MR controller
Parameter values/characteristics
The fastest control cycle is 5ms
5 Ethernet ports (4 × 100M+1 × 1000M)
Working temperature: 0~+70 ℃
Protection level IP20
Redundancy one-to-one redundancy
Store 2GB SD card
Power consumption 10W
Environmental support G3 anti-corrosion (optional coating)
(2) ACN I/O M120 module
Channel isolation: 1500/2200VAC
Response speed: up to 20ms
Features: Hot swappable, channel level diagnostics, DIN rail installation, HART compatibility
Adaptation: Multiple types of signals such as vibration, temperature, digital quantity, servo output, etc
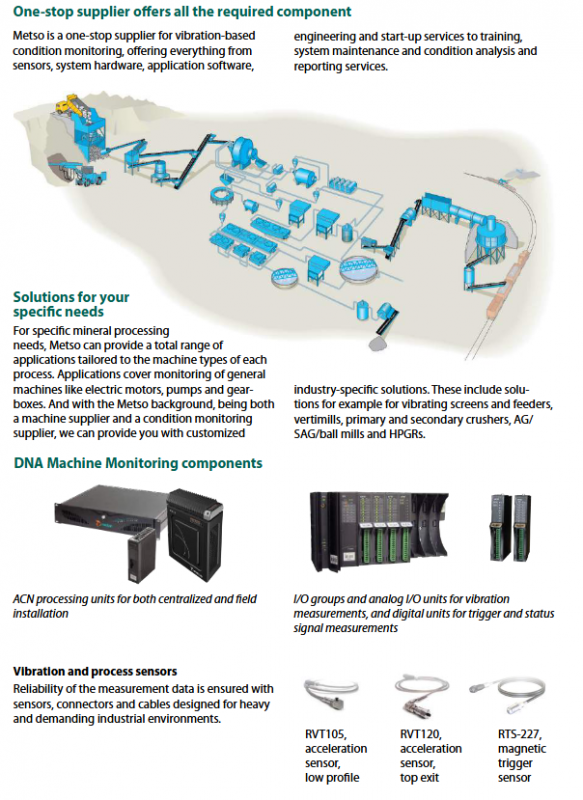
(3) Core sensors
RVT105/RVT120: Acceleration sensor, suitable for harsh industrial environments
RTS-227: Magnetic triggered sensor for speed measurement
RVT/TT-125: Temperature Vibration Integrated Sensor, Sensitivity 100mV/g, Temperature Measurement Range+2~+120 ℃
Software and analysis tools
Layered user interface: meets the daily monitoring and in-depth analysis needs of operators and maintenance personnel
Analysis tools: time-domain signal, spectrum, envelope spectrum, axis trajectory, historical trend, Bode plot/Nyquist plot
Intelligent Alarm Handling (IAH): Set dynamic thresholds based on speed/frequency curves and adapt to variable speed equipment
Lubrication monitoring: monitoring the flow rate of lubricating oil, supporting upper limit, lower limit, and cut-off alarms
Operational monitoring: STA synchronous average analysis, suitable for equipment such as roller systems, felt, metal belts, etc
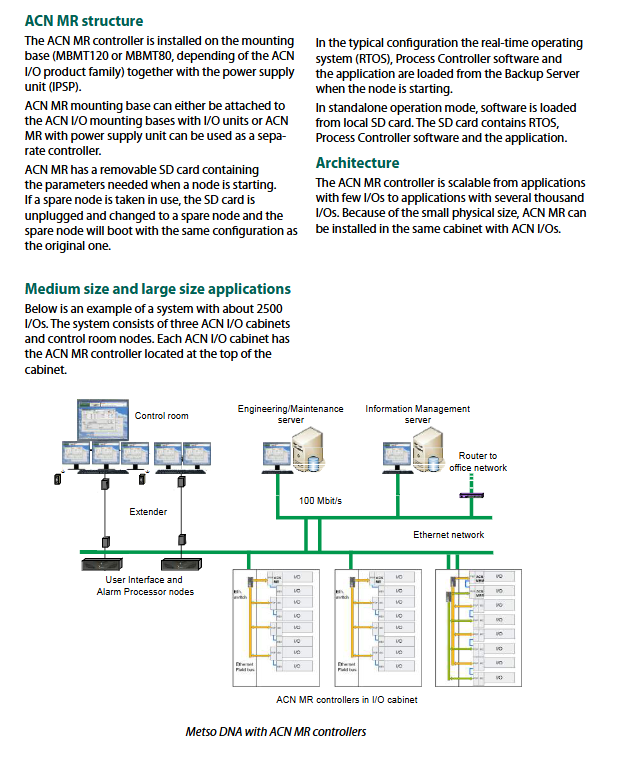
System architecture and redundancy
Network: Star/Ring Redundant Ethernet
Redundancy: Controller redundancy, I/O bus redundancy, power redundancy
Scale: Single controller supports 250-2000 I/O points, expandable to thousands of points
Remote: Supports remote diagnosis and expert services, with quick response to faults
Service and Adaptation
Meizuo provides one-stop services: sensors, hardware, software, engineering, debugging, training, operation and maintenance, analysis reports; Customize and adapt equipment such as vibrating screens, feeders, vertical mills, crushers, semi autogenous mills, ball mills, high-pressure roller mills, etc.
Key questions and answers
Question 1: What are the core hardware components of the Metso DNA status monitoring system? What are the key performance indicators?
Answer: The core hardware includes ACN MR controller, ACN I/O M120 module, and RVT series sensors. The ACN MR controller has a minimum control cycle of 5ms, is equipped with 5 Ethernet ports, and supports one-to-one redundancy; The ACN I/O M120 module supports hot swapping, 1500VAC channel isolation, and a control response time of up to 20ms; The RVT/TT-125 temperature vibration integrated sensor has a vibration sensitivity of 100mV/g and a temperature measurement range of * *+2~+120 ℃ * *.
Question 2: What mechanical faults can the system recognize? What monitoring principle is used?
Answer: It can identify 8 types of mechanical faults, including bearing wear, imbalance, misalignment, lubrication problems, gear meshing faults, shaft defects, looseness, resonance impact, etc. The monitoring principle is to install fixed sensors to collect vibration and equipment parameters, transmit data to the I/O station for analysis, trigger alarms when exceeding preset thresholds, track defect development through historical trends, and use tools such as spectrum and envelope to complete fault diagnosis.
Question 3: What are the core values and usage points of Intelligent Alarm Handling (IAH)?
Answer: The core value is to solve the problem of inaccurate alarm thresholds for variable speed equipment, by dynamically setting alarm intervals based on speed/frequency curves, replacing traditional fixed thresholds. Usage tips: Only for devices in good condition; Create parameter groups according to the speed range, with intervals divided into 10-15 levels; Priority should be given to incorporating key characteristic values such as high-frequency peak values and velocity spectrum RMS; Generate and calibrate curves in batches according to process sections.